GM5X-I 5 asu CNC slīpēšanas mašīna
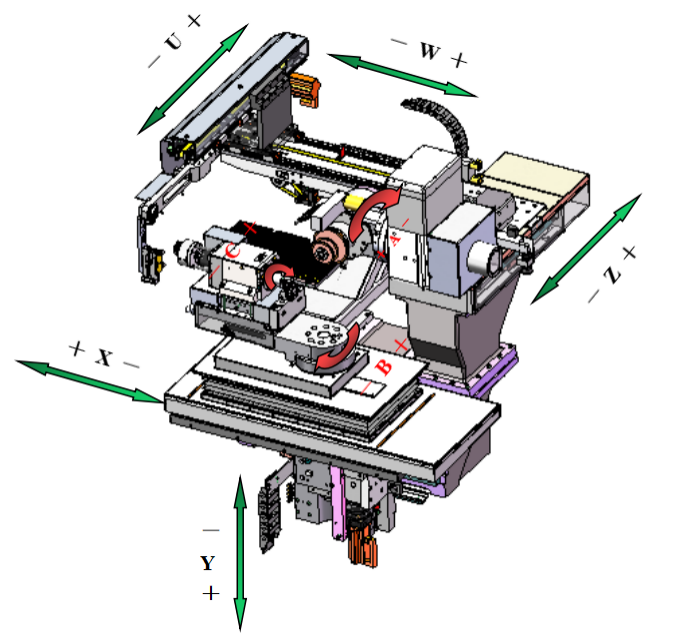
Mašīnas galvenās struktūras diagramma
Pielietojuma joma
Šī iekārta ražo gala frēzes un urbjus, kas ir piemēroti cieto sakausējumu un ātrgaitas tērauda materiālu apstrādei.
Instrumentu ražošanas un slīpēšanas cikli
Standarta gala frēzes: rievošana, pamatne, grābekļa asināšana, apakšmalu asināšana, digitalizācija, pārslīpēšana.
1. Tehniskās specifikācijas
| № | Saturs | Prasība | Numurs | Vienība |
| 1.1 | Sagataves izmēri | |||
| 1.1.1 | Saspiedes garums | ≤ | 230 | mm |
| 1.1.2 | Saspiedes diametrs | starp | 2-20 | mm |
| 1.1.3 | Slīpēšanas garums | ≤ | 150 | mm |
| 1.1.4 | Slīpēšanas diametrs | starp | 0,3-12 | mm |
| 1.2 | Slīpēšanas vārpsta | |||
| 1.2.1 | Piedziņas veids | Precīzi | tiešā piedziņa | - |
| 1.2.2 | Jauda | nominālā jauda | 13.6 | kW |
| 1.2.3 | Dzesēšana | Precīzi | Eļļu atdzesēts | - |
| 1.2.4 | Slīpripas ātruma kontrole | Precīzi | Bezpakāpju ātrums | - |
| 1.2.5 | Ātrums | starp | 0–10 000 | apgr./min |
| 1.2.6 | Vārpstas slīpēšanas galviņu skaits | Precīzi | 2 | gab |
| 1.3 | Slīpripa | |||
| 1.3.1 | Diametrs | ≤ | 150 | mm |
| 1.3.2 | Maksimālais slīpripu skaits uz vārpstu | ≤ | 4 | gab |
| 1.3.3 | Slīpripu vārpstas diametrs | Precīzi | 25 | mm |
| 1.3.4 | Programma kontrolēta dzesēšanas šķidruma padeve | Precīzi | Jā | - |
| 1.3.5 | Dzesēšanas šķidruma sprauslu skaits | ≥ | 3 | gab |
| 1.4 | Sagataves iespīlēšanas sistēma | |||
| 1.4.1 | Saspiedes sistēma | Precīzi | Hidrauliskā, automātiskā | - |
| 1.4.2 | Spīlējošs spraudnis | Precīzi | SCHAUBLIN W20 | - |
| 1.4.3 | Piedziņas veids | Precīzi | tiešā piedziņa | - |
| 1.5 | Asu parametri | |||
| 1.5.1 | Tips | Precīzi | lineārs | - |
| 1.5.2 | X ass pārvietošanās | ≤ | 280 | mm |
| 1.5.3 | Z-ass pārvietošanās | ≤ | 130 | mm |
| 1.5.4 | Y-ass pārvietošanās | ≤ | 230 | mm |
| 1.5.5 | XYZ ass izšķirtspēja | Precīzi | 0,0001 | mm |
| 1.5.6 | XYZ ass ātrums | ≤ | 10 | m/min |
| 1.5.7 | A-ass pārvietošanās | ≤ | 360 | grāds |
| 1.5.8 | A ass izšķirtspēja | Precīzi | 0,0001 | grāds |
| 1.5.9 | A ass ātrums | ≤ | 300 | apgr./min |
| 1.5.10 | B-ass pārvietošanās | ± | 210 | grādiem |
| 1.5.11 | B ass ātrums | ≤ | 12 | apgr./min |
| 1.6 | Iekraušanas un izkraušanas sistēma | |||
| 1.6.1 | Iekraušanas un izkraušanas sistēma | Precīzi | Kopnes tipa robotizētā roka | - |
| 1.6.2 | Paplāšu skaits | Precīzi | 2 | gab |
| 1.6.3 | Automātiska iekraušanas un izkraušanas sagataves diametrs | Starp | 2-12 | mm |
| 1.6.4 | Automātiska iekraušanas un izkraušanas sagataves garums | ≤ | 40-200 | mm |
| 1.6.5 | Maksimālais sagatavju skaits | ≤ | 300 | gab |
| 1.6.6 | Programmatūra | Precīzi | Jā | - |
| 1.7 | Citas sastāvdaļas | |||
| 1.7.1 | Spēja noteikt sagataves uz darbgaldiem | Precīzi | Jā | - |
| 1.7.2 | Centralizēta automātiskā eļļošanas sistēma | Precīzi | Jā |
|
| 1.7.3 | Trīskrāsu signāllampa | Precīzi | Jā | - |
| 1.8 | Pēc izvēles | |||
| 1.8.1 | Eļļas miglas atdalīšanas iekārta | Precīzi | Pēc izvēles | - |
| 1.9 | Kontrole | |||
| 1.9.1 | Kontroles sistēma | Precīzi | NUCN-IM8+ | - |
| 1.9.2 | Darbības panelis | Precīzi | Skārienekrāns | - |
| 1.9.3 | Digitālās vadības ass | Precīzi | Jā | - |
| 1.9.4 | Krāsu displejs | Precīzi | Jā | - |
| 1.9.5 | Displeja izmērs | Precīzi | 19 | collu |
| 1.10 | Instrumentu slīpēšanas programmatūras modulis | |||
| 1.10.1 | Vienkāršas frēzes | Precīzi | Jā | - |
| 1.10.2 | Vienkārši urbji | Precīzi | Jā | - |
| 1.10.3 | Zondes automātiskās noteikšanas režīms | Precīzi | Jā | - |
| 1.11 | Iekārtas elektriskie parametri | |||
| 1.11.1 | Spriegums | Precīzi | 380±10% | V |
| 1.11.2 | Biežums | Precīzi | 50±10% | Hz |
| 1.11.3 | Jauda | ≤ | 25 | KW |
| 1.12 | Izmēri | |||
| 1.12.1 | Garums | ≤ | 2000 | mm |
| 1.12.2 | Platums | ≤ | 2800 | mm |
| 1.12.3 | Augstums | ≤ | 2 200 | mm |
| 1.12.4 | Kvalitāte | ≤ | 4 750 | kg |
2. Standarta konfigurācijas saraksts
| № | Saturs | Modelis | Zīmols | Numurs | ||
| 2.1 | Darbgaldi | |||||
| 2.1.1 | X ass konfigurācija | |||||
| 2.1.1.1 | - Skrūves stienis | Pielāgots | NSK | 1gab | ||
| 2.1.1.2 | - Dzelzceļš | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | ŠNĒBERGER | 2gab | ||
| 2.1.2 | Y ass konfigurācija | |||||
| 2.1.2.1 | - Skrūves stienis | Pielāgots | NSK | 1gab | ||
| 2.1.2.2 | - Dzelzceļš | 1×MR35-C2-600-20-20-G2-V2+MRK | ŠNĒBERGER | 2gab | ||
| 2.1.3 | Z-ass konfigurācija | |||||
| 2.1.3.1 | - Skrūves stienis | Pielāgots | NSK | 1gab | ||
| 2.1.3.2 | - Dzelzceļš | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | ŠNĒBERGER | 2gab | ||
| 2.1.4 | A-ass konfigurācija | |||||
| 2.1.4.1 | - Leņķa kodētājs | ECN113 | HEIDENHAIN | 1gab | ||
| 2.1.4.2 | - Tiešās piedziņas motors | MSP-1000-2-002-158 | HIWIN | 1gab | ||
| 2.1.5 | B-ass pagrieziena galds | Pielāgots | GuTian | 1gab | ||
| 2.1.6 | Pastāvīgā magnēta elektriskā vārpsta ar dubultu galvu | Nominālā jauda 7.1KW | Chuangyun | 1 gab | ||
| 2.1.7 | Trīs asu kopņu manipulators | - | Chuangyun | 1gab | ||
| 2.1.8 | Paplāte | 148-LP-D4 | Chuangyun | 2gab | ||
| 2.1.9 | Paplāte | 148-LP-D6 | Chuangyun | 2gab | ||
| 2.1.10 | Paplāte | 148-LP-D8 | Chuangyun | 2gab | ||
| 2.1.11 | Spīlējošs žoklis | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 komplekts | ||
| 2.1.12 | Augstas precizitātes V-bloks | (3-5) | Chuangyun | 1gab | ||
| 2.1.13 | Augstas precizitātes V-bloks | (5-7) | Chuangyun | 1gab | ||
| 2.1.14 | Augstas precizitātes V-bloks | (6-12) | Chuangyun | 1gab | ||
| 2.1.15 | Collet | D4W20 (80-00004) | ŠAUBLĪNS | 1gab | ||
| 2.1.16 | Zonde | TS150 | HEIDENHAIN | 1gab | ||
| 2.1.17 | Slīpripas stienis (garš) | 119×∅31,75×∅96 mm | Chuangyun | 1gab | ||
| 2.1.18 | Slīpripas stienis (īss) | 87×∅31,75×∅96 mm | Chuangyun | 1gab | ||
| 2.1.19 | Gaisa kondicionētājs | - | YUEDE | 1gab | ||
| 2.1.20 | Trīskrāsu signāllampa | DC24V | Šneiders | 1gab | ||
| 2.1.21 | Plūsmas mērītājs | SI5000 | IFM | 1gab | ||
| 2.1.22 | Piedziņas specifisks barošanas avots | 15 kW | NEWCOM | 1gab | ||
| 2.1.23 | Elektromagnētisko vārstu grupa | M4GE280R-CX-E20D-5-3 | CKD | 1 komplekts | ||
| 2.1.24 | X,Y, Z-ass automātiskā eļļošanas sistēma | - | Taivāna | 1 komplekts | ||
| 2.2 | CNC sistēmas konfigurācija | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1gab | ||
| 2.2.2 | Jaudas filtrs | AGOFIL024A | NUM | 1gab | ||
| 2.2.3 | Jaudas filtrs | AGOFIL001S | NUM | 1gab | ||
| 2.2.4 | Pretestība | AGORES008 | NUM | 1gab | ||
| 2.2.5 | Sistēmas galvenais barošanas avots | MDLL3015N00AN0I | NUM | 1gab | ||
| 2.2.6 | Servo vadītājs | MDLUX021B1CAN0I | NUM | 4gab | ||
| 2.2.7 | B ass servomotors | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1gab | ||
| 2.2.8 | A ass motors | MSP-1000-2-002-158 | NUM | 1gab | ||
| 2.2.9 | Y-ass servomotors | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1gab | ||
| 2.2.10 | X/Z-ass servomotors | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2gab | ||
| 2.2.11 | U/W ass servo vadītājs | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2gab | ||
| 2.2.12 | V-ass servomotors | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1gab | ||
| 2.2.13 | Sajūgs | EX-1100 | Newcon | 1gab | ||
| 2.2.14 | Ievade | EX-210H | Newcon | 2gab | ||
| 2.2.15 | Izvade | EX-310H | Newcon | 2gab | ||
| 2.2.16 | Analogās ievades modulis | EX-4054 | Newcon | 1gab | ||
| 2.2.17 | Terminators | EX-TRE01 | Newcon | 1gab | ||
| 2.2.18 | Darbības panelis | IMOP4106/H | Newcon | 1gab | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1gab | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1gab | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1gab | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1gab | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1gab | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1gab | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1gab | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1gab | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1gab | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1gab | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1gab | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1gab | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1gab | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1gab | ||
| 2.3 | Instrumentu slīpēšanas programmatūras standarta konfigurācija | |||||
| 2.3.1 | Vienkārša frēze | Chuangyun paša izstrādāts | 1gab | |||
| 2.3.2 | Vienkāršs urbis | Chuangyun paša izstrādāts | 1gab | |||
| 2.3.3 | 3D sadursmes pārbaude ar 3D mašīnas simulāciju | Chuangyun paša izstrādāts | 1gab | |||
| 2.3.4 | 3D rīku simulācija | Chuangyun paša izstrādāts | 1gab | |||
| 2.3.5 | Zondes automātiskā noteikšana | Chuangyun paša izstrādāts | 1gab | |||