






Lieljaudas CNC urbjmašīna

CNC urbjmašīna un frēzmašīna
Ātrgaitas CNC urbjmašīna un frēzmašīna
Mašīnas pielietojums
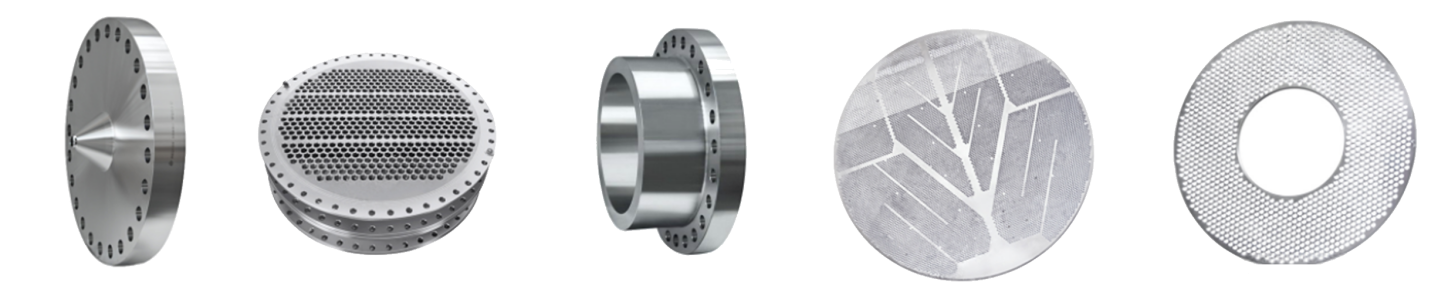
CNC urbjmašīnas un frēzmašīnas galvenokārt tiek izmantotas efektīvai sagatavju urbšanai, kuru biezums ir efektīvajā diapazonā, piemēram, plāksnes, atloki, diski un gredzeni. Caurumus un aklos caurumus var urbt dažāda veida materiāliem. Iekārta ir digitāli kontrolēta ar vienkāršu darbību. Tas var sasniegt automatizāciju, augstu precizitāti, vairākas šķirnes, masveida ražošanu.
Lai apmierinātu dažādu lietotāju apstrādes vajadzības, mūsu uzņēmums ir izstrādājis dažādas iekārtas. Papildus parastajiem modeļiem to var arī pielāgot atbilstoši klientu faktiskajām vajadzībām.
Mašīnas uzbūve
Šo aprīkojumu galvenokārt veido gultas galds, kustīgs portāls, kustīgs bīdāmais seglu, urbšanas un frēzēšanas vārpstas, automātiskās eļļošanas ierīces un aizsargierīces, cirkulācijas dzesēšanas ierīces, CNC vadības sistēmas, elektriskās sistēmas un tā tālāk. Ritošās līnijas vadotnes un precīzās vadskrūves piedziņas atbalsta un vadīšanas iekārtai ir augsta pozicionēšanas precizitāte un atkārtota pozicionēšanas precizitāte.
1)Darba galds:
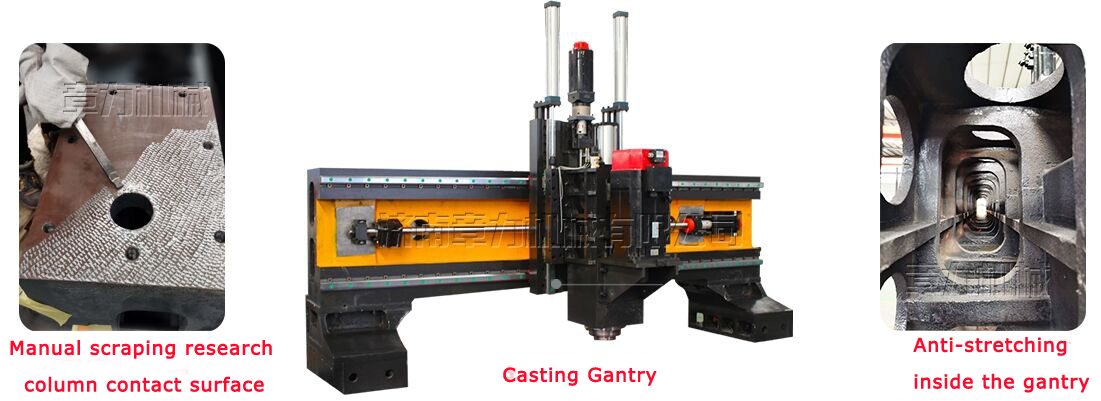
Darba galdam ir liešanas struktūra, un plaknei ir T veida sprauga ar saprātīgu apdares izkārtojumu sagatavju nostiprināšanai. Virs gultas ir izvietotas T veida spraugas. Piedziņas sistēmā tiek izmantots maiņstrāvas servomotors un precīza lodveida skrūve, lai brauktu no abām pusēm, lai portāls pārvietotos Y ass virzienā. Gultas apakšā ir izvietotas regulējamas skrūves, ar kurām var viegli regulēt gultas galda līmeni.
2)Movingportāls:
Mobilais portāls ir atliets ar pelēko čugunu 250, un portāla priekšpusē ir uzstādīti divi īpaši lielas ietilpības rites lineāro vadotņu pāri. Precīzijas lodīšu skrūvju pāra komplekts un servomotors liek barošanas galvai slīdēt X ass virzienā. Uz jaudas galvas slīdņa ir uzstādīta urbšanas jaudas galva. Portāla kustība tiek realizēta ar servomotoru, kas virza lodveida vadu uz lodveida skrūves caur precīzo savienojumu.

3)Movingbīdāmie segli:
Mobilie bīdāmie segli ir precīza čuguna konstrukcijas sastāvdaļa. Divi īpaši augstas ietilpības NC sliedes slīdņi un precīzi lodīšu skrūvju pāru komplekts un augstas precizitātes planetārais reduktors ir savienoti ar servomotoru, lai darbinātu urbšanas jaudas galvu. Pārvietojoties Z-ass virzienā, var ātri pārtīt uz priekšu, strādāt uz priekšu, ātri attīt atpakaļ un apturēt jaudas galviņu. Ar automātisku skaidu laušanas, skaidu noņemšanas, pauzes funkcijām.
4)Urbšanas jaudas galva(Vārpsta):
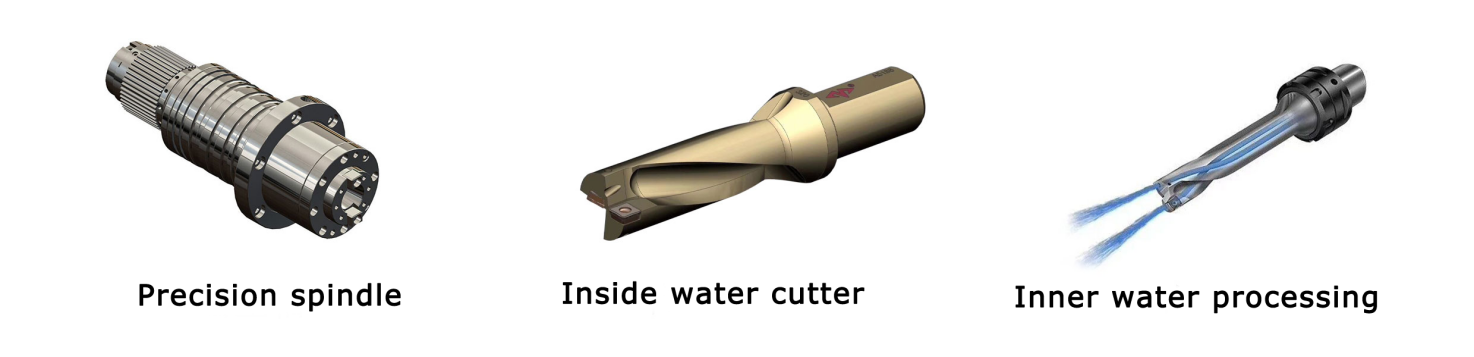
Urbšanas jaudas galviņa izmanto īpašu servovārpstas motoru, kas darbina īpašu precīzo vārpstu, palēninot zobaino sinhrono siksnu, lai palielinātu griezes momentu. Vārpsta izmanto priekšējos trīs, divu un piecu rindu japāņu leņķisko kontaktu gultņus, lai panāktu bezpakāpju ātruma maiņu. Ātra un vienkārša nomaiņa, padevi darbina servomotors un lodveida skrūve. X un Y asis var būt saistītas, un daļēji slēgtas cilpas vadība tiek izmantota, lai sasniegtu lineārās un cirkulārās interpolācijas funkcijas.
Vārpstas gals ir BT40 konusveida caurums, kas aprīkots ar Rotorfoss ātrgaitas rotējošo savienojumu no Itālijas, kurā var izmantot ātrgaitas U urbi (vardarbīgu urbi) un serdes urbi, lai izvadītu ūdeni. Vārpstas centra ūdens izplūdes funkcija var uzlabot griešanas efektivitāti, realizēt dziļo caurumu apstrādi un aizsargāt instrumentu, lai samazinātu lietošanas izmaksas.
5) Automātiskā eļļošanas ierīce un aizsargierīce:
piemēram, vadošās sliedes, vadskrūves, statīvi utt., bez mirušiem stūriem, lai nodrošinātu darbgalda kalpošanas laiku. Darbgalda X ass un Y ass ir aprīkotas ar putekļu necaurlaidīgiem aizsargpārsegiem, un ap darbagaldu ir uzstādīti ūdensnecaurlaidīgi šļakatu aizsargi.

6)CNC vadības sistēma:
6.1. Ar mikroshēmu sadalīšanas funkciju cilvēka un mašīnas saskarnē var iestatīt mikroshēmas sadalīšanas laiku un šķembu sadalīšanas ciklu.
6.2 Izmantojot instrumenta pacelšanas funkciju, instrumenta pacelšanas augstumu var iestatīt cilvēka un mašīnas saskarnē. Urbjot līdz šim augstumam, urbis tiek ātri pacelts uz sagataves augšpusi, pēc tam tiek izmesta skaida un pēc tam ātri pārtīta uz urbšanas virsmu un automātiski tiek pārveidota par darbu.
6.3. Centralizētā darbības vadības kārba un rokas ierīce izmanto ciparu vadības sistēmu, un tās ir aprīkotas ar USB interfeisu un LCD šķidro kristālu displeju. Lai atvieglotu programmēšanu, uzglabāšanu, displeju un saziņu, darbības saskarnē ir tādas funkcijas kā cilvēka un mašīnas dialogs, kļūdu kompensācija un automātiska trauksme.
6.4 Iekārtai ir funkcija priekšskatīt un atkārtoti pārbaudīt cauruma pozīciju pirms apstrādes, un darbība ir ļoti ērta.

7)Sliežu skava
Skava sastāv no skavas korpusa un izpildmehānisma. Tas ir augstas veiktspējas funkcionāls komponents, ko izmanto kopā ar ritošo lineāro virzošo pāri. Tas rada spēcīgu saspiešanas spēku, izmantojot ķīļveida bloka izplešanās principu. Funkcijas, kas palielina stingrību.
Funkcijas:
- Drošs un uzticams, spēcīgs iespīlēšanas spēks, kas nostiprina nekustīgu XY asi urbšanas un vītņošanas laikā.
- Īpaši liels saspiešanas spēks, palielina aksiālās padeves stingrību un novērš vibrācijas izraisītu mikrokustību.
- Ātra reakcija, atvēršanas un aizvēršanas reakcijas laiks ir tikai 0,06 sekundes, kas aizsargā darbgaldu un uzlabo skrūves kalpošanas laiku.
- Izturīga, niķelēta virsma, laba pretrūsas veiktspēja.
Jauns dizains, lai izvairītos no stingra trieciena, saspiežot.
8)Automātiska skaidu noņemšanas ierīce un cirkulācijas dzesēšanas iekārta:
Darbagalda aizmugurē ir iekārtots automātiskais skaidu noņēmējs, bet galā – filtrs. Automātiskais skaidu noņēmējs ir plakanas ķēdes tipa, un vienā pusē ir uzstādīts dzesēšanas sūknis. Mikroshēmas izvads ir savienots ar centrālo ūdens filtrēšanas sistēmu. Dzesēšanas šķidrums ieplūst skaidu ežektorā. Skaidu ežektora pacelšanas sūknis virza dzesēšanas šķidrumu centrālajā ūdens filtrēšanas sistēmā. Augstspiediena dzesēšanas sūknis cirkulē filtrēto dzesēšanas šķidrumu griešanai un dzesēšanai. Un tas ir aprīkots ar skaidu transportēšanas ratiņiem, ar kuriem ir ļoti ērti transportēt dzelzs skaidas. Šī iekārta ir aprīkota ar iekšējo un ārējo dzesēšanas sistēmu griezējiem. Urbjot lielā ātrumā, griezēji tiek atdzesēti ar iekšējo ūdeni un ārēji vieglas frēzēšanas laikā.
Zema ūdens līmeņa signalizācija
1) Kad dzesēšanas šķidrums filtrā ir vidējā šķidruma līmenī, sistēma automātiski savieno motoru, lai iedarbinātu, un dzesēšanas šķidrums skaidu noņēmējā automātiski ieplūst filtrā. Kad tiek sasniegts augsts šķidruma līmenis, motors automātiski pārstāj darboties.
2) Kad dzesēšanas šķidruma līmenis filtrā ir zems, sistēma automātiski liks šķidruma līmeņa mērītājam brīdināt, vārpsta automātiski ievilks instrumentu un iekārta apturēs darbu.
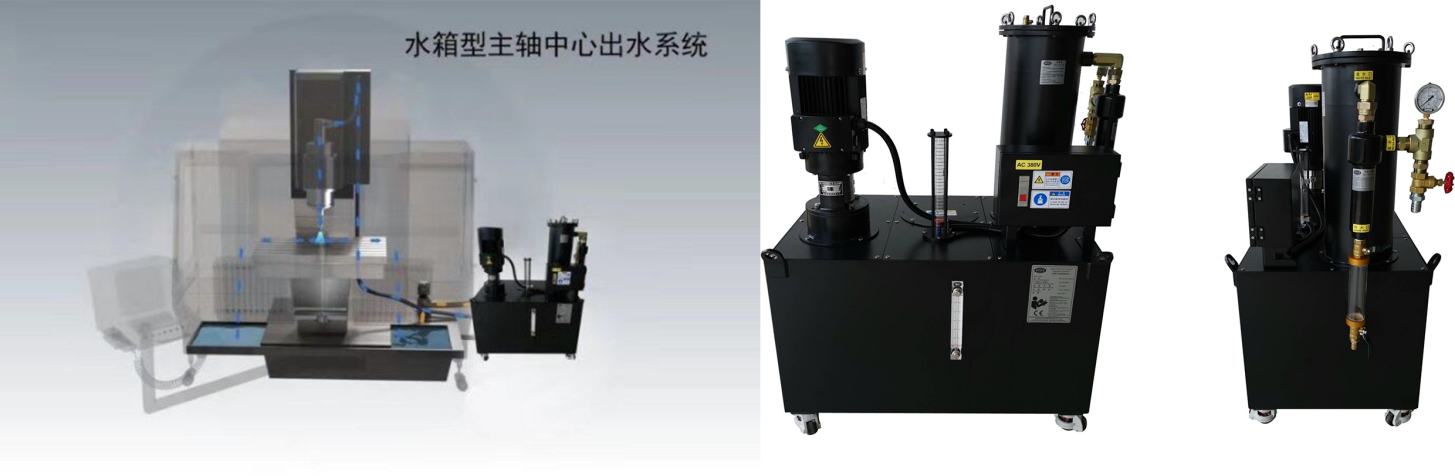
9)Centrālā izplūdes filtrēšanas sistēma:
Mašīna standartaprīkojumā ir aprīkota ar centrālo ūdens filtrēšanas sistēmu, kas var efektīvi filtrēt dzesēšanas šķidruma piemaisījumus. Iekšējā izsmidzināšanas ūdens sistēma var novērst dzelzs tapu sapīšanu uz instrumenta apstrādes laikā, samazinot instrumenta nodilumu, pagarinot instrumenta kalpošanas laiku, uzlabojot sagataves virsmas apdari, Asmens gala augstspiediena ūdens izplūdes tapa var labi aizsargāt apstrādājamā priekšmeta virsmu, aizsargāt ātrgaitas rotējošo savienojumu, novērst piemaisījumu bloķēšanu rotācijas savienojumā un uzlabot sagataves vispārējo kvalitāti un darba efektivitāti.
10)Lodveida skrūve un motors integrēts sēdeklis:
Motora bāze ir augstas koncentriskuma izstrādājums, kas savieno lodveida skrūvi un motoru. Leņķiskā kontakta pāra gultnis (precizitātes pakāpe C5) ir integrēts, lai uzlabotu precizitāti un nodrošinātu nulles aksiālo klīrensu lodveida skrūvei, kad motors virzās uz priekšu un atpakaļ. Tas ir īpaši piemērots ātrgaitas iekārtām.
Montāžas precizitāte: lodveida skrūve un motors ir uzstādīti vienā caur motora pamatni. Samaziniet motora vārpstas un lodveida skrūves vārpstas koncentriskuma kļūdu, kontrolējiet to ar plus vai mīnus 0,01 mm, un gala virsmas perpendikulitāte ir 0,01.
11)Četru spīļu pašcentrējošs galds(pēc izvēles)
Pašcentrējošā aprīkojuma darba galds ir aprīkots ar četru žokļu hidraulisko pašcentrēšanas patronu. Apstrādājamo priekšmetu var automātiski centralizēt vienā skavā, katrai sagatavei patrulējot, lai atrastu centru. Piestiprināšana ir ātra un ērta.
Atrisiniet problēmu, ka apstrādājamā detaļa ar indeksācijas apli, kas ir mazāka par 1600 mm, tiek saspiesta, nospiežot plāksni pēc padeves un pēc tam meklējot centru, kas patērē mazāk laika un aizņem ilgāku iespīlēšanas laiku nekā apstrādes laiks.
Pašcentrējošais četru žokļu patrona, kas neatkarīgi izstrādāta ar lielu žokļa gājienu, apgrūtina apstrādājamā priekšmeta pieskārienu žoklim, kad tiek iespīlēts. Tiek izmantota sloksnes konstrukcija ar spilventiņu.Tā atrisina situāciju, ka hidrauliskajām vai pneimatiskajām spīlēm tirgū ir maza kustība un lielas sagataves, paceļot, ietekmēs spīles, radot patronu bojājumus.
Četri darbagalda žokļi ir izjauktā veidā, un aizmugurējā darbagalda noņemšana ir parasta platforma ar savu T veida rievu. Tas uzlabo citu apstrādājamo priekšmetu pielietojuma diapazonu, izņemot gredzenu.
Specifikācijasn
| Modelis | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Darba izmērs | Garums * Platums (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Vertikālā urbšanas galva | Vārpstas konuss | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Urbšanas diametrs (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Izsitumu diametrs (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Vārpstas ātrums (r/min) | 30-3000 | 30-3000 | 30-3000 | 30-3000 | |
| Vārpstas jauda (kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Attālums no vārpstas apakšējā gala līdz darba virsmai (mm) | 200 ~ 600 / 400 ~ 800 | 200 ~ 600 / 400 ~ 800 | 200 ~ 600 / 400 ~ 800 | 200 ~ 600 / 400 ~ 800 | |
| Atkārtota pozicionēšanas precizitāte (X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Bruto svars (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Žurnāla rīks | Līnijas rīku žurnāls | ||||
Kvalitātes pārbaude
Katra Bosman iekārta ir kalibrēta ar lāzera interferometru no Apvienotās Karalistes RENISHAW uzņēmuma, kas precīzi pārbauda un kompensē slīpuma kļūdas, pretsparu, pozicionēšanas precizitāti un atkārtotas pozicionēšanas precizitāti, lai nodrošinātu iekārtas dinamisko, statisko stabilitāti un apstrādes precizitāti. . Lodīšu stieņa tests Katrā mašīnā tiek izmantots Lielbritānijas RENISHAW uzņēmuma lodīšu stieņa testeris, lai labotu patieso apļa precizitāti un mašīnas ģeometrisko precizitāti, un vienlaikus veiktu riņķveida griešanas eksperimentus, lai nodrošinātu iekārtas 3D apstrādes precizitāti un apļa precizitāti.

Pirms un pēc apkopes
1) Pirms apkopes
Izpētot pieprasījumu un nepieciešamo informāciju no klientiem un atgriezenisko saiti ar mūsu inženieriem, Bossman tehniskā komanda ir atbildīga par tehnisko komunikāciju ar klientiem un risinājumu formulēšanu, palīdzot klientam izvēlēties piemērotu apstrādes risinājumu un piemērotas mašīnas.
2) Pēc apkalpošanas
A. Mašīna ar viena gada garantiju un apmaksāta mūža uzturēšana.
B. Viena gada garantijas periodā pēc mašīnas ierašanās galamērķa ostā, BOSSMAN sniegs bezmaksas un savlaicīgus apkopes pakalpojumus dažādām mašīnas nesaistītām kļūmēm un laicīgi nomainīs visa veida cilvēka izraisītas bojājumu daļas. bez maksas. Bojājumi, kas radušies garantijas laikā, ir jālabo par atbilstošu samaksu.
C.Tehniskais atbalsts 24 stundu laikā tiešsaistē, TM, Skype, E-pasts, savlaicīgi risinot saistītos jautājumus. ja to nevar atrisināt, BOSSMAN nekavējoties organizēs pēcpārdošanas inženiera ierašanos uz vietas remontam, pircējam ir jāmaksā par VISA, lidojumu biļetēm un izmitināšanu.
Uzņēmuma vietne






