
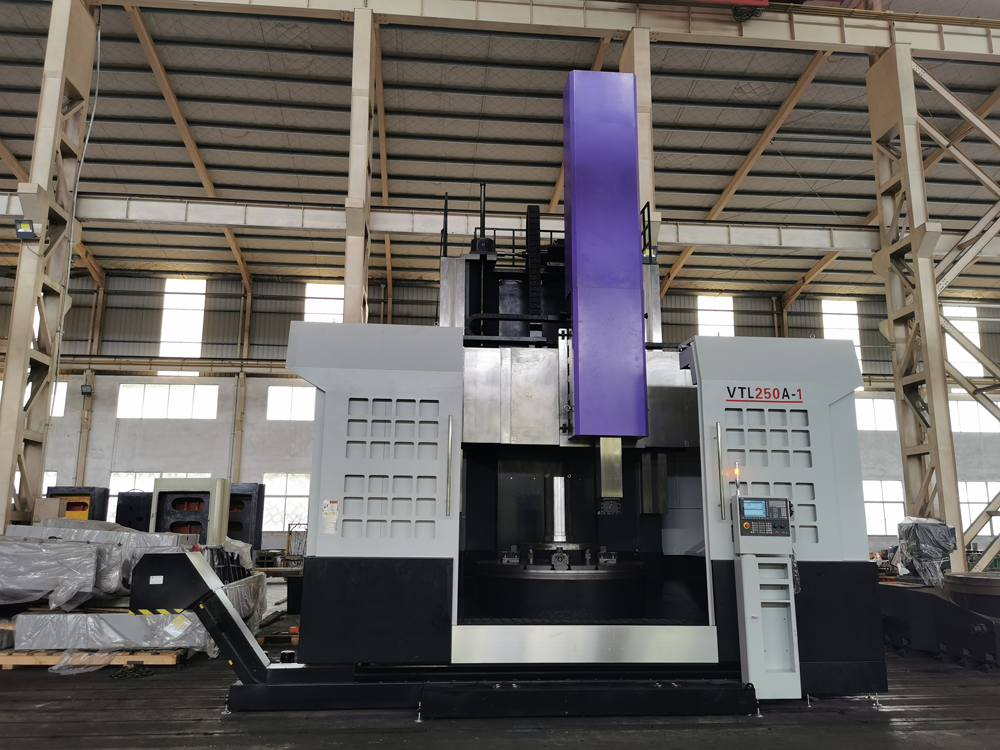
Liela mērogaCNC vertikālās virpasir liela mēroga iekārtas, ko izmanto lielu un smagu sagatavju ar lieliem radiālajiem izmēriem un salīdzinoši maziem aksiālajiem izmēriem un sarežģītu formu apstrādei.Piemēram, cilindrisko virsmu, gala virsmu, konisko virsmu, cilindrisko caurumu, dažādu disku, riteņu un sagatavju komplektu konusveida urbumu var apstrādāt arī ar papildu ierīču palīdzību vītņošanai, sfēriskajai virsmai, profilēšanai, frēzēšanai un slīpēšanai.
Liela mēroga palīglaiksCNC VTL mašīnair ļoti īss.Tas var pabeigt visu apstrādes saturu ar vienu iespīlēšanu.Mēģiniet izvēlēties atvērtu armatūru ar augstu stingrību, kas nevar traucēt instrumenta ceļu un var pabeigt sagataves apstrādi vārpstas gājiena diapazonā.Kā augsti automatizēts darbgalds pēc lietošanas perioda parādīsies dažādi trauksmes signāli.Daži no tiem ir sistēmas kļūmes, daži ir nepareizi parametru iestatījumi un daži ir mehāniski bojājumi.Viens no tiem ir ventilatora trauksmes signāli.
 Ja rodas šāda situācija, vispirms pārbaudiet iekšējo ventilatoru.Ja tas negriežas, izjauciet to un skatieties.Ja tas ir pārāk netīrs, pirms uzstādīšanas noslaukiet to ar spirtu vai benzīnu.Ja ir trauksme, jums ir jānomaina servo pastiprinātājs.Parādās HC.Strāvas trauksme, galvenokārt, lai noteiktu neparastu strāvu līdzstrāvas pusē, vispirms apskatiet servo parametrus un pēc tam noņemiet motora barošanas līniju.Periodā ir trauksme, lai nomainītu servo pastiprinātāju.Signalizācijas nav.Apmainiet motoru un strāvas līniju ar citu asi, lai noteiktu, vai tas ir motors vai strāvas līnija.Problēma: ja displejā parādās J, tas ir atkarīgs no tā, vai tā ir datora problēma.Pārbaudiet, vai mātesplate, interfeisa pārveidošanas plate un PCRAM vadības paneļa ierīce ir pareiza, nomainiet un atkļūdojiet, līdz tiek noskaidrots cēlonis, un pēc tam novērsiet problēmu.
Ja rodas šāda situācija, vispirms pārbaudiet iekšējo ventilatoru.Ja tas negriežas, izjauciet to un skatieties.Ja tas ir pārāk netīrs, pirms uzstādīšanas noslaukiet to ar spirtu vai benzīnu.Ja ir trauksme, jums ir jānomaina servo pastiprinātājs.Parādās HC.Strāvas trauksme, galvenokārt, lai noteiktu neparastu strāvu līdzstrāvas pusē, vispirms apskatiet servo parametrus un pēc tam noņemiet motora barošanas līniju.Periodā ir trauksme, lai nomainītu servo pastiprinātāju.Signalizācijas nav.Apmainiet motoru un strāvas līniju ar citu asi, lai noteiktu, vai tas ir motors vai strāvas līnija.Problēma: ja displejā parādās J, tas ir atkarīgs no tā, vai tā ir datora problēma.Pārbaudiet, vai mātesplate, interfeisa pārveidošanas plate un PCRAM vadības paneļa ierīce ir pareiza, nomainiet un atkļūdojiet, līdz tiek noskaidrots cēlonis, un pēc tam novērsiet problēmu.

Kādi ir jautājumi, kam jāpievērš uzmanība lielu CNC apkopē?VTL apstrāde?
1. Katru reizi pēc galvenā motora iedarbināšanas vārpstu nevar iedarbināt uzreiz.Tikai pēc tam, kad eļļošanas sūknis darbojas normāli un eļļas logs ir ar eļļu, var iedarbināt vārpstu, lai darbgalds darbotos.
2. Skrūvi var izmantot tikai pagriežot vītnes, lai nodrošinātu tās precizitāti un kalpošanas laiku.
3. Saglabājiet ierīces iekšpusi un ārpusidarbgaldilai būtu tīras, mašīnas daļas ir pilnīgas, skrūvju stieņi un pulētie stieņi ir bez eļļas, un vadošās sliedes virsmas ir tīras un neskartas.
4. Veiciet katra eļļošanas punkta eļļošanas darbus atbilstoši noteiktajām prasībām (sīkāku informāciju skatiet darbgalda eļļošanas sistēmas etiķetes instrukcijās).
5. Regulāri pārbaudiet un noregulējiet ķīļsiksnas blīvumuCNC vertikālā virpa.
6. Pievērsiet uzmanību eļļas sūkņa darba stāvokļa pārbaudei, lai nodrošinātu, ka galvgalī un padeves kastē ir pietiekami daudz smēreļļas.Smēreļļa katrā tvertnē nedrīkst būt zemāka par katra eļļas standarta centru, pretējā gadījumā darbgalds tiks bojāts sliktas eļļošanas dēļ.
7. Katru nedēļu notīriet eļļas filtra eļļas filtra vara sietu gultas kastes eļļas ieplūdē, lai nodrošinātu, ka smēreļļa ir tīra.
8. Kad vārpsta griežas lielā ātrumā, nekādā gadījumā nevelciet pārslēgšanas rokturi.

Publicēšanas laiks: 2021. gada 24. novembris