






Piecu asu apstrādes centrs FH135P
Piecu asuvienlaicīgiapstrādes centrs
XYZ lineārās ass doba dzesēšanas skrūvju piedziņa
B\C rotācijas vārpstas DD tiešās piedziņas transmisija
Pilna slēgta cikla absolūtās vērtības mērīšanas sistēma
Galvenā konfigurācija
Standarta piederumu funkciju tabula (lūdzu, skatiet elektriskās vadības daļas kontroliera funkciju)
| No | Vienums | Vienība | Daudzums |
| 1. | FH lieldatoru minerālu liešana | Iestatīt | 1 |
| 2. | Siemens ONE vadības sistēma | Iestatīt | 1 |
| 3. | Displejs: 21,5 collu skārienekrāna panelis | Iestatīt | 1 |
| 4. | FH piecu asu daudzfunkcionāla šūpošanās galva (B ass) | Iestatīt | 1 |
| 5. | FH-DGZX-28010/42B2 Frēzēšanas elektriskā vārpsta (ekranēta virpošanas funkcija) | PC | 1 |
| 6. | X/Y/Z ass doba dzesēšanas lodveida skrūve | PCS | 3 |
| 7. | Frēzēšanas tiešās piedziņas rotējošais galds (C ass) | Iestatīt | 1 |
| 8. | B ass RCN8380 29 bitu absolūtais kodētājs | PC | 1 |
| 9. | C ass RCN2580 28 bitu absolūtais kodētājs | PC | 1 |
| 10. | INA Lineārie rullīši | Komplekti | 7 |
| 11. | Vārpstas ūdens dzesēšanas sistēma | Iestatīt | 1 |
| 12. | Mašīnas gredzena ūdens strūkla | Iestatīt | 1 |
| 13. | Piecu asu galvu pusmēness ūdens izsmidzināšana, pusmēness pūšana | Iestatīt | 1 |
| 14. | Priekšējo un sānu durvju drošības bloķēšanas sistēma | Iestatīt | 1 |
| 15. | Ūdensizturīgs darba tvertnes apgaismojums | PCS | 2 |
| 16. | Hidrauliskā stacija | Iestatīt | 1 |
| 17. | Centrālā centralizētā padeves eļļošanas iekārta | Iestatīt | 1 |
| 18. | Darbības puses tīrīšanas ūdens pistole un gaisa pistole | Iestatīt | 1 |
| 19. | Griešanas šķidruma sistēma (CTS 25bar) | Iestatīt | 1 |
| 20. | Pilnībā slēgta aizsargājoša metāla loksne | Iestatīt | 1 |
| 21. | Operāciju kaste | Iestatīt | 1 |
| 22. | Elektriskā kastes gaisa kondicionieris | Iestatīt | 1 |
| 23. | Siemens elektroniskais rokrats | PC | 1 |
| 24. | Ar kāju darbināms vārpstas instrumenta atbrīvošanas slēdzis | PC | 1 |
| 25. | Mašīnas trīskrāsu gaisma | Iestatīt | 1 |
| 26. | 40PCS HSK-A63 instrumentu žurnāli un servo ATC sistēma | Iestatīt | 1 |
| 27. | X/Y/Z trīs asu absolūtās vērtības režģa skala | Komplekti | 3 |
| 28. | Spirālveida skaidu rullītis un aizmugurējā šķeldas konveijera šķeldas ratiņi | Iestatīt | 1 |
| 29. | Renishaw OMP60 infrasarkanās zondes ierīce | Iestatīt | 1 |
| 30. | Renishaw NC4F230 instrumentu uzstādītāja iekārta | Iestatīt | 1 |
| 31. | Pamatu līmeņa paliktņi un pamatu skrūves | Iestatīt | 1 |
| 32. | Tehniskā rokasgrāmata | Iestatīt | 1 |
Parametrs
| Modelis | Vienība | FH135P |
| Ceļot | ||
| X ass gājiens | mm | 1450. gads |
| Y ass pārvietošanās | mm | 1450. gads |
| Z ass gājiens | mm | 1000 |
| Attālums no vārpstas priekšgala līdz darba galda virsmai | mm | 160-1160 |
| Horizontālā frēzēšanas galva | mm | 30-1030 |
| Padeves/ātrās kustības ātrums | m/min | 40 |
| Padeves spēks | KN | 10 |
| Rotējošais galds (C ass) | ||
| Darba galda izmērs | mm | Ø1400x1300 |
| Maksimālā galda slodze (frēzēšana) | kg | 4000 |
| Frēzēšanas galds maks. ātrumu | apgr./min | 50 |
| Minimālais sadalīšanas leņķis | ° | 0,001 |
| Nominālais griezes moments | Nm | 1330. gads |
| Maksimālais griezes moments | Nm | 2630 |
| CNC šūpošanās frēzēšanas galva (B ass) | ||
| Šūpošanās diapazons (0 = vertikāli/180 = horizontāli) | ° | -15 līdz 180 |
| Ātrgaitas un padeves ātrums | apgr./min | 50 |
| Minimālais sadalīšanas leņķis | ° | 0,001 |
| Nominālais griezes moments | Nm | 1050 |
| Maksimālais griezes moments | Nm | 2130. gads |
| Vārpsta | ||
| Vārpstas ātrums | apgr./min | 10 000 |
| Vārpstas jauda (S1) | Kw | 42/58 |
| Vārpstas griezes moments (S1/S6) | Nm | 215/350 |
| Vārpstas konuss |
| HSKA100 |
| Instrumentu žurnāls | ||
| Rīka interfeiss |
| HSKA100 |
| Instrumentu žurnāla ietilpība | PCS | 40 |
| Maksimālais instrumenta diametrs/garums/svars |
| Ø135/300/12 |
| Instrumenta maiņas laiks (no instrumenta līdz rīkam) | S | 4 |
| Mērīšanas ierīce | ||
| Infrasarkanā zonde | Renishaw OMP60 | |
| Instrumentu noteikšanas instruments darba apstrādes zonā | Renishaw NC4F230 | |
| Pozīcijas precizitāte (ISO230-2 un VDI3441) | ||
| X/Y/Z pozicionēšanas precizitāte | mm | 0,006 |
| X/Y/Z Atkārtojiet pozicionēšanas precizitāti | mm | 0,004 |
| B/C pozicionēšanas precizitāte |
| 8" |
| B/C Atkārtojiet pozicionēšanas precizitāti |
| 4" |
| CNC kontrolieris | ||
| CNC sistēma |
| Siemens ONE |
Galvenās mašīnas specifikācijas | Optimāla stingras konstrukcijas konfigurācija
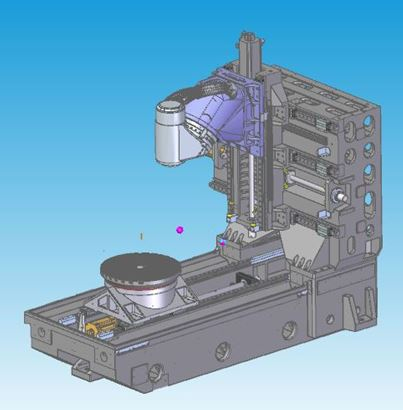
Dizaina iezīmes | Labākais mehāniskās stieples liešanas analīzes dizains
◆ Pilnas kastes tipa termosimetriskā liešanas struktūra, izmantojot augstas kvalitātes mehanīta čugunu
◆ Rūdīšana un dabiska novecošanās procedūra, lai novērstu iekšējo stresu
◆Strukturālās dabiskās frekvences vibrācijas novērš materiāla apstrādes stresu
◆ Lielas platības un augstas stingrības kolonnas dizains uz visas sienas var efektīvi uzlabot stingrību un statisko un dinamisko precizitāti
◆Trīsasu doba dzesēšanas vada skrūvju piedziņa
Elektriskā vārpsta

Dizaina iezīmes
◆Atbilstoši mašīnas īpašībām, neatkarīga izpēte, izstrāde un ražošana.
◆HSK-A100 konusveida caurums ir izmantots FH135P modelī.
◆Pieņemt ārējo dzesēšanas sistēmu cirkulācijas dzesēšanai, kas var efektīvi nodrošināt elektriskās vārpstas pielietošanu.
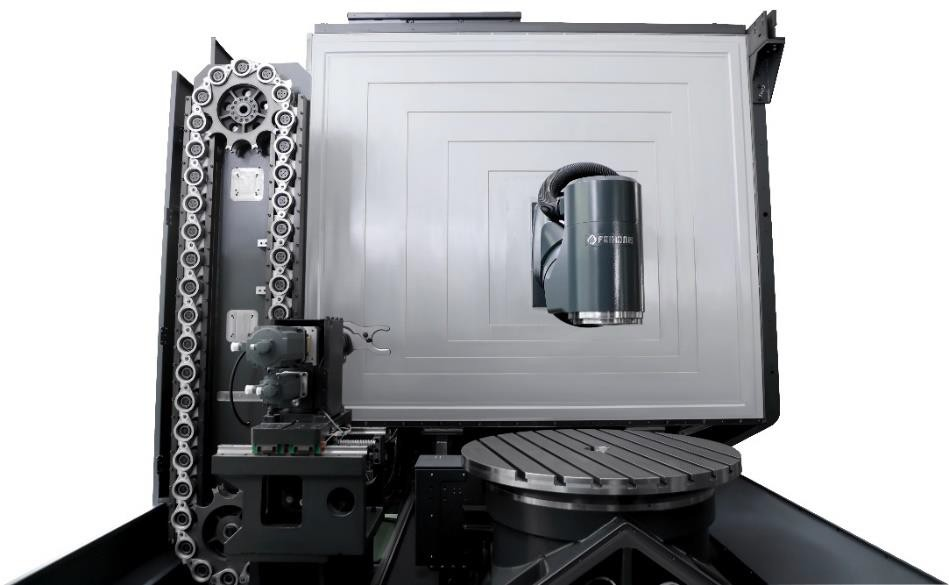
CNC šūpošanās frēzēšanas galva (B ass)

Dizaina iezīmes
◆Neatkarīga projektēšana un ražošana.
◆Iebūvēta DD motora nulles transmisijas ķēde bez pretdarbības dizaina.
◆Augstas paātrinājuma īpašības.
◆Īsākais attālums starp vārpstas instrumenta priekšgala punktu un konstrukcijas atbalsta punktu nodrošina maksimālu griešanas stingrību.
◆Lielāks YRT gultnis uzlabo stingrību.
◆ Aprīkots ar HEIDENHAIN RCN8380 sērijas absolūtās rotācijas devēja mērīšanas sistēmu, pilnībā slēgta cikla vadību, lai nodrošinātu vislabāko precizitāti.
◆B-ass dzesēšanas sistēmas dizains samazina siltuma pārnesi.
Rotējošais galds (C-ass galds)

Dizaina iezīmes
◆Neatkarīga projektēšana un ražošana.
◆Iebūvēta DD motora nulles transmisijas ķēde bez pretdarbības dizaina.
◆Augstas paātrinājuma un palēninājuma reakcijas īpašības.
◆Lielāks YRT gultnis palielina stingrību.
◆Liels nominālais braukšanas griezes moments, pozicionēšana un apstrāde ar galda pozicionēšanas un iespīlēšanas ierīci
◆Atbilst frēzēšanas vajadzībām, samaziniet sagataves apstrādi un uzlabojiet izstrādājuma precizitāti.
◆Aprīkots ar HEIDENHAIN augstas precizitātes rotācijas devēja mērīšanas sistēmu, pilnībā slēgta cikla vadību, lai nodrošinātu vislabāko precizitāti.
◆Dzesēšanas sistēmas dizains, lai samazinātu siltuma pārnesi.
Kontroles sistēma

Atlases funkcijas
◆Atlasiet vadības resursdatoru NCU730.3B piecu asu savienojumam (sīkāku informāciju par sistēmas konfigurāciju skatiet funkciju tabulā).
◆Ar RTCP funkciju
◆Izvēlieties Siemens S120 disku ar 3 reizes lielāku pārslodzes jaudu un 1FT sērijas motoru ar augstiem kinemātiskajiem raksturlielumiem
◆Atlasiet TCU30.3+ICP427E kā HMI interaktīvo resursdatoru, jo IPC ir lielāks skaitļošanas ātrums un lielāka krātuves vieta.
Automātiskā instrumentu maiņas sistēma
Dizaina iezīmes
◆ Neatkarīga projektēšana un ražošana.
◆ Instrumenta izvēlei un instrumenta maiņai tiek izmantots servomotors, lai kontrolētu termināļa darbību, kas ir stabilāka un precīzāka.
◆Apvienojumā ar Siemens ONE rīku pārvaldības funkciju, efektīvāka instrumentu pārvaldība.
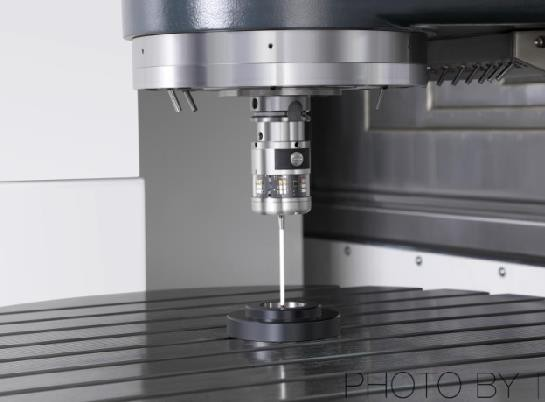
Paceļams instrumentu uzstādītājs
Dizaina iezīmes
◆Aprīkots ar Ransishaw NC4F230R instrumentu iestatītāju ar augstāku precizitāti.
◆Automātiska instrumenta iestatīšana mašīnā, automātiska instrumenta kompensācijas atjaunināšana.
◆ Instrumentu iestatīšanas ierīci var pacelt un nolaist, lai ietaupītu vietu apstrādes virsmai.
◆Pilnībā noslēgta lokšņu metāla konstrukcija, lai aizsargātu instrumentu uzstādītāju no ūdens un dzelzs šķembu bojājumiem apstrādes laikā.
Infrasarkanā zonde
Dizaina iezīmes
◆Aprīkots ar Renishaw OMP60 infrasarkano staru zondes bloku.
◆Mašīnas sagataves izlīdzināšana un izmēra pārbaude var samazināt manuālās pārbaudes kļūdas un uzlabot izstrādājuma precizitāti un apstrādes efektivitāti.
◆90% ietaupījums palīdzības sniegšanai uz kuģa.
Izskats
FH sērijas piecu asu apstrādes centra vāka dizains atbilst stingriem CE drošības standartiem. Pilnībā blīvs lokšņu metāls neļauj operatoram nejauši iekļūt darba zonā apstrādes laikā, un tajā pašā laikā neļauj izmantot augstspiediena griešanas šķidrumu vai skaidas no iekārtas, izņemot brīdinājuma datu plāksnīti. , Darbības durvis ir aprīkotas arī ar drošības slēdzi, lai novērstu negadījumus ekspluatācijas vai apkopes laikā. Un tam ir liels skatīšanās logs, kas ir ērti operatoram, lai saprastu iekārtas darbību un apstrādi.
Tīrīšana
Izmantojiet teleskopisko pārsegu un aizsargājošo lokšņu metālu, lai aizsargātu darbības laikā radušās skaidas, izvairītos no griešanas šļakatām un bojātu citus mehānismus.
Apgaismojums
Darba zona ir aprīkota ar divām LED gaismām, un apgaismojuma apgaismojums tiek uzturēts virs 800LUX, nodrošinot operatoram piemērotu spilgtu darba vidi.
Darbspēja
Ekspluatācijas puse ir aprīkota ar dalīta tipa bīdāmām durvīm, kas nodrošina lielu atvēršanas telpu, kas ir ērta, lai ar celtņa palīdzību sagatavi varētu brīvi iekraut un izkraut no trim virzieniem.





