






BOSM -5020-5Z urbšanas frēzmašīna ar pretējo galvu
1. Aprīkojuma izmantošana:
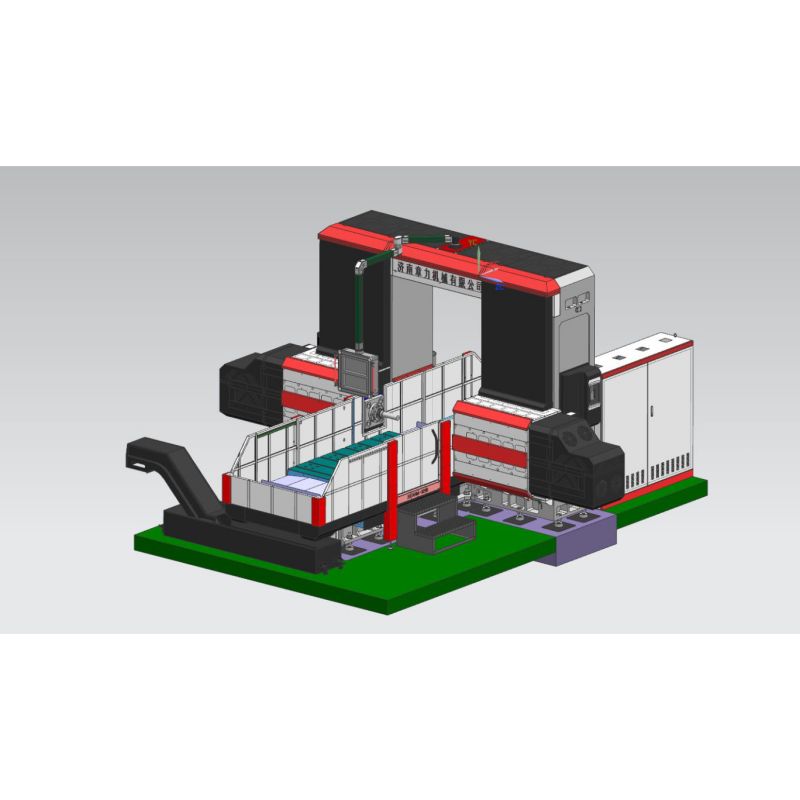
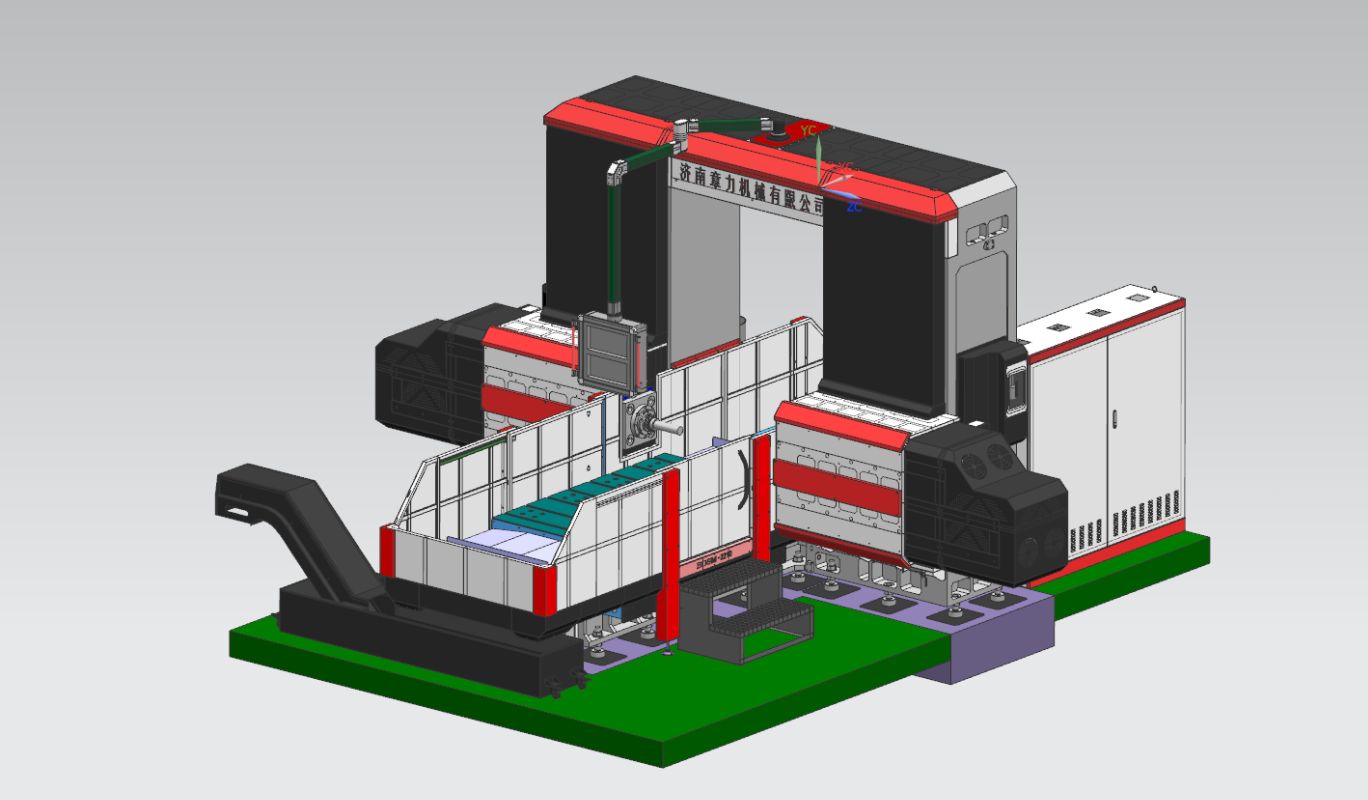
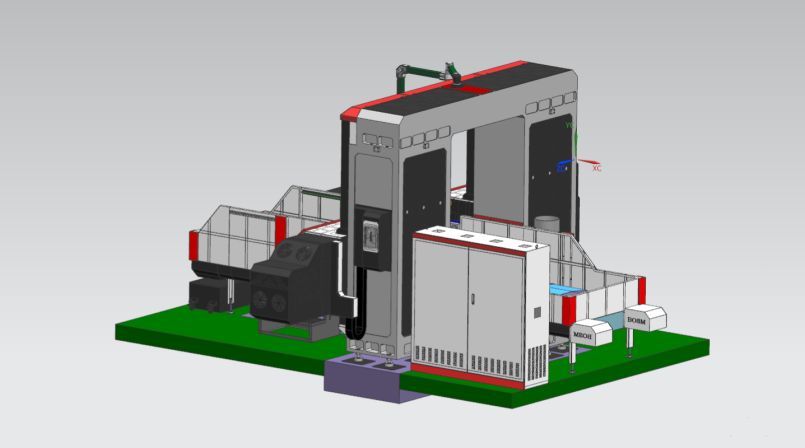
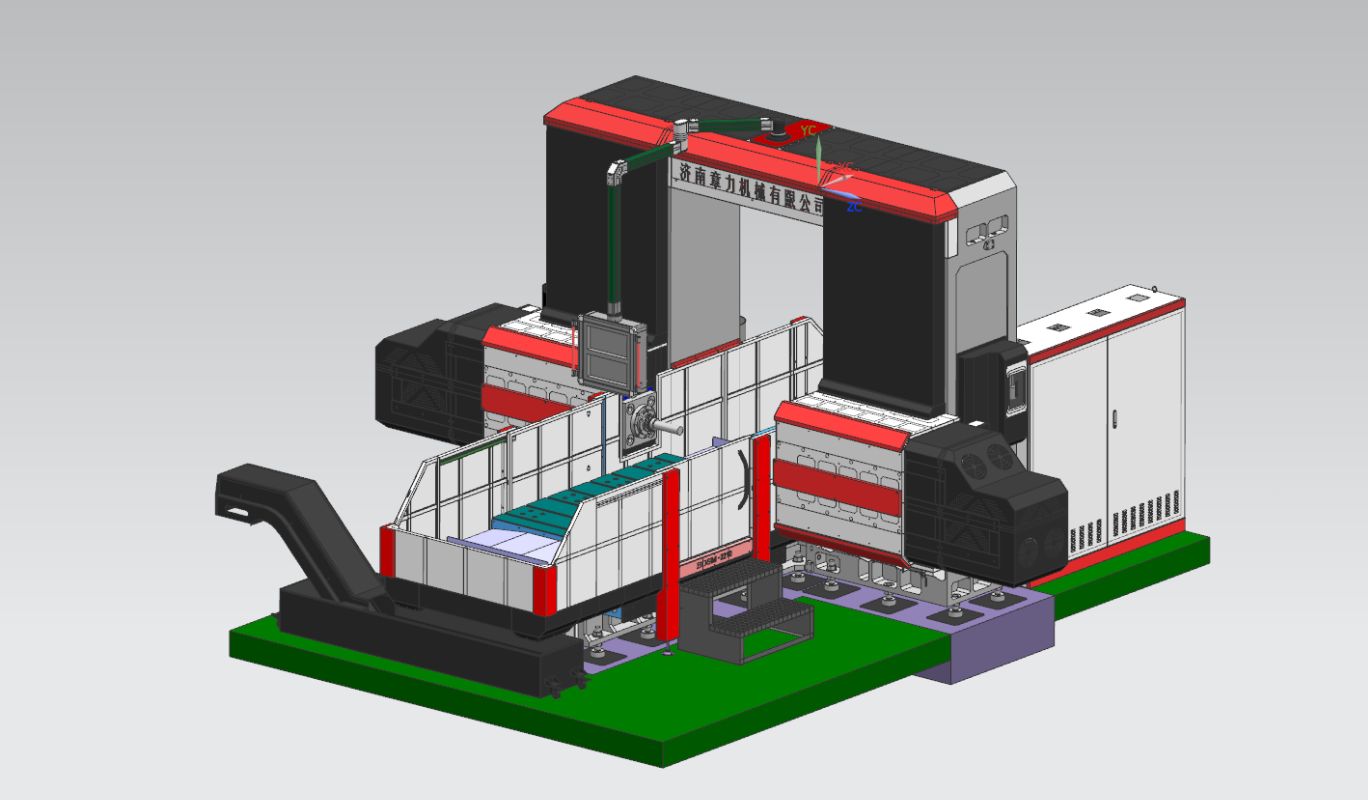
BOSM-5020-5Z CNC darbgalda mobilā divu kolonnu urbšanas un frēzēšanas mašīna ir īpaša mašīna inženiertehnisko iekārtu simetrisko sagatavju izgatavošanai. Iekārta ir aprīkota ar īpašu pārvietojamu darbagaldu un diviem horizontālo cilindru komplektiem, kas var veikt sagataves urbšanu, frēzēšanu, urbšanu un citu apstrādi efektīvajā gājiena diapazonā, sagatavi var apstrādāt vietā vienā reizē (nav nepieciešams sekundārā iespīlēšana), ātrs iekraušanas un izkraušanas ātrums, ātrs pozicionēšanas ātrums, augsta apstrādes precizitāte un augsta apstrādes efektivitāte.
2. Iekārtas struktūra:
2.1. Iekārtas galvenās sastāvdaļas
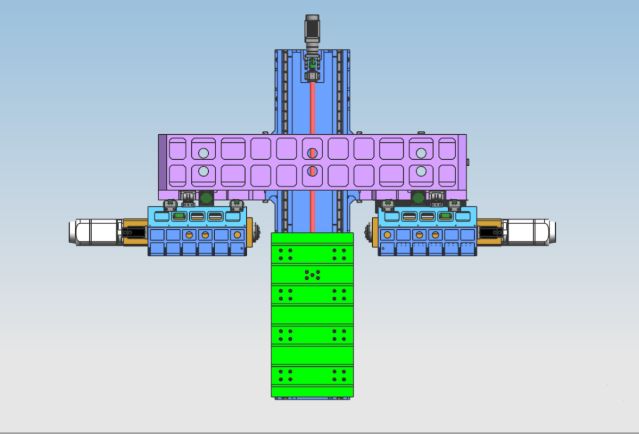
Gulta, darbagalds, kreisās un labās kolonnas, sijas, portāla savienojuma sijas, segli, auni utt. ir izgatavoti no sveķu smilšu formēšanas, augstas kvalitātes pelēkā dzelzs 250 lējuma, atkvēlinātas karsto smilšu bedrē → vibrācijas vecināšana → krāsns atkausēšana → vibrācijas novecošana → neapstrādāta apstrāde → vibrācijas novecošana → krāsns atkausēšana → vibrācijas novecošana → apdare, pilnībā novērš detaļu negatīvo spriegumu un saglabā detaļu veiktspēju stabilu. Stacionārā gulta, kreisā un labā kolonna, portāls un darbagalds pārvietojas; Mašīnai ir frēzēšana, urbšana, griešana, urbšana, iegremdēšana, vītņošana un citas funkcijas, instrumenta dzesēšanas metode ir ārējā dzesēšana, iekārtai ir 5 padeves asis, kas var realizēt 4 asu savienojumu, 5 asu viendarbības, 2 barošanas galviņas , Mašīnas aksiālais un barošanas galva ir parādīta attēlā zemāk.
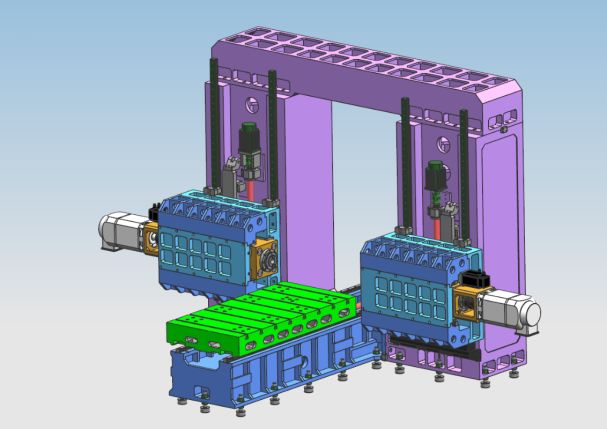
2.2. Aksiālās transmisijas padeves daļas galvenā struktūra
2.2.1. X-ass: darba galds virzās uz sāniem gar fiksētās gultas vadošo sliedi.
X-ass transmisija: maiņstrāvas servomotors un augstas precizitātes planētu reduktoru izmanto, lai darbinātu darbgaldu caur lodveida skrūves transmisiju, lai realizētu X-ass lineāro kustību.
Vadošās sliedes forma: novietojiet divas augstas stiprības precizitātes lineārās vadotnes
2.2.2.Y1 ass: spēka galva un cilindrs ir vertikāli uzstādīti kolonnas priekšpusē un virzās pa kreisi un pa labi pa kolonnas vadošo sliedi.
Y1 ass transmisija: maiņstrāvas servomotors tiek izmantots, lai piedzītu lodveida skrūvi, lai vadītu seglu, lai pārvietotos un realizētu Y1 ass lineāro kustību.
Vadošās sliedes forma: 4 gab. 45 tipa lineārās vadotnes.
2.2.3.Y2 ass: spēka galvas otrais cilindrs ir uzstādīts vertikāli kolonnas priekšpusē un virzās pa kreisi un pa labi pa kolonnas vadošo sliedi.
Y2 ass transmisija: maiņstrāvas servomotors tiek izmantots, lai piedzītu lodveida skrūvi, lai vadītu seglu kustību, lai realizētu Y1 ass lineāro kustību.
Vadošās sliedes forma: 4 gab. 45 tipa lineārās vadotnes


2.2.4. Z1 ass: jaudas galvas bīdāmie segli ir uzstādīti vertikāli labās kolonnas priekšpusē un virzās uz augšu un uz leju pa kolonnas vadošo sliedi.
Z1 ass transmisija: maiņstrāvas servomotors un augstas precizitātes planetārais reduktors tiek izmantoti, lai virzītu cilindru, lai pārvietotos pa lodveida skrūvi, lai realizētu Z1 ass lineāro kustību.
Vadošās sliedes forma: 2 65 tipa lineārās vadotnes
2.2.5.Z2 ass: barošanas galviņas bīdāmie segli ir uzstādīti vertikāli labās kolonnas priekšpusē un virzās uz augšu un uz leju pa kolonnas vadošo sliedi.
Z1 ass transmisija: maiņstrāvas servomotors un augstas precizitātes planetārais reduktors tiek izmantots, lai virzītu cilindru, lai pārvietotos pa lodveida skrūvi, lai realizētu Z2 ass lineāro kustību.
Vadošās sliedes forma: 2 65 tipa lineārās vadotnes

Augstas kvalitātes HT250 liešanas kolonna 2 65 tipa lieljaudas lineāro vadotņu sliedes
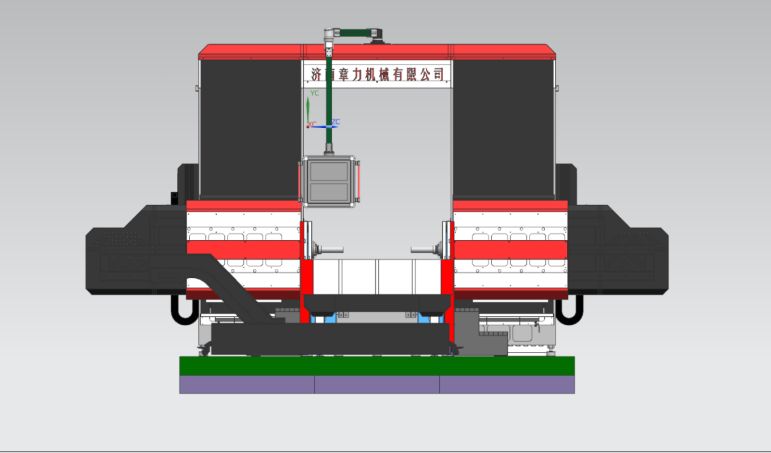
Urbšanas un frēzēšanas jaudas galva (ieskaitot spēka galvu 1 un 2) ir salikts kvadrātveida cilindrs, un kustības virzienu vada 4 lineārās rullīšu vadošās sliedes. Piedziņa izmanto maiņstrāvas servomotoru, lai vadītu precīzu lodīšu skrūvju pāri. Mašīna ir aprīkota ar slāpekļa balansēšanas stieni. , Samaziniet mašīnas galvas nestspēju uz skrūves un servomotora. Z-ass motoram ir automātiska bremžu funkcija. Strāvas padeves pārtraukuma gadījumā automātiskā bremze cieši noturēs motora vārpstu, lai tā nevarētu griezties. Strādājot, kad urbis nepieskaras sagatavei, tas ātri padevīsies; kad urbis pieskaras sagatavei, tas automātiski pārslēgsies uz darba padevi. Kad urbis iekļūst sagatavē, tas automātiski pārslēgsies uz ātru attīšanu; kad urbja gals atstāj sagatavi un sasniedz iestatīto pozīciju, tas pārvietosies uz nākamo cauruma pozīciju, lai realizētu automātisko cirkulāciju. Un tas var realizēt aklo caurumu urbšanas, frēzēšanas, slīpēšanas, skaidu laušanas, automātiskās skaidu noņemšanas utt. funkcijas, kas uzlabo darba ražīgumu.


500 mm gājiena saliktā kvadrātveida cilindra spēka galva izmanto lineāras vadotnes tradicionālo ieliktņu vietā, lai ievērojami uzlabotu vadības precizitāti, vienlaikus saglabājot kvadrātveida cilindra stingrību.
2.3. Šķembu noņemšana un dzesēšana
Abās pusēs zem darbagalda ir uzstādīti spirālveida un plakanas ķēdes skaidu konveijeri, un šķeldas beigās var tikt automātiski nogādātas uz skaidu konveijeru, izmantojot divus spirālveida un ķēdes plākšņu posmus, lai realizētu civilizētu ražošanu. Šķeldas konveijera dzesēšanas šķidruma tvertnē ir dzesēšanas sūknis, ko var izmantot instrumenta ārējai dzesēšanai, lai nodrošinātu instrumenta veiktspēju un kalpošanas laiku, un dzesēšanas šķidrumu var pārstrādāt.

3. Pilna digitālā ciparu vadības sistēma:
3.1. Izmantojot skaidu sadalīšanas funkciju, cilvēka un mašīnas saskarnē var iestatīt šķembu sadalīšanas laiku un šķembu sadalīšanas ciklu.
3.2. Aprīkots ar instrumenta pacelšanas funkciju, instrumenta pacelšanas attālumu var iestatīt cilvēka un mašīnas saskarnē. Kad attālums ir sasniegts, instruments tiek ātri pacelts, pēc tam skaidas tiek izmestas, un pēc tam tas tiek ātri virzīts uz urbšanas virsmu un automātiski pārvēršas darbā.
3.3. Centralizētā darbības vadības kārba un rokas ierīce izmanto ciparu vadības sistēmu un ir aprīkotas ar USB interfeisu un LCD šķidro kristālu displeju. Lai atvieglotu programmēšanu, uzglabāšanu, displeju un saziņu, darbības saskarnē ir tādas funkcijas kā cilvēka un mašīnas dialogs, kļūdu kompensācija un automātiska trauksme.
3.4. Iekārtai ir funkcija priekšskatīt un atkārtoti pārbaudīt cauruma pozīciju pirms apstrādes, un darbība ir ļoti ērta.
4. Automātiskā eļļošana
Mašīnu precīzijas lineāro virzošo sliežu pāri, precīzijas lodīšu skrūvju pāri un citi augstas precizitātes kustības pāri ir aprīkoti ar automātiskām eļļošanas sistēmām. Automātiskais eļļošanas sūknis izvada spiediena eļļu, un eļļā nonāk kvantitatīvā smērvielas eļļas kamera. Pēc tam, kad eļļas kamera ir piepildīta ar eļļu, sistēmas spiedienam paaugstinoties līdz 1,4–1,75 Mpa, spiediena slēdzis sistēmā tiek aizvērts, sūknis apstājas un izkraušanas vārsts vienlaikus tiek izkrauts. Kad eļļas spiediens uz ceļa nokrītas zem 0,2 Mpa, kvantitatīvais eļļotājs sāk piepildīt eļļošanas punktu un pabeidz vienu eļļas iepildīšanu. Pateicoties precīzai kvantitatīvā eļļas inžektora eļļas padevei un sistēmas spiediena noteikšanai, eļļas padeve ir uzticama, nodrošinot, ka uz katra kinemātiskā pāra virsmas ir eļļas plēve, samazinot berzi un nodilumu, kā arī novēršot pārkaršanas radītā iekšējā struktūra. , lai nodrošinātu Iekārtas precizitāti un kalpošanas laiku. Salīdzinot ar bīdāmo virzošo sliežu pāri, šajā mašīnā izmantotajam slīdošo lineāro virzošo sliežu pārim ir vairākas priekšrocības:
①Kustības jutība ir augsta, rites virzošās sliedes berzes koeficients ir mazs, tikai 0,0025 ~ 0,01, un piedziņas jauda ir ievērojami samazināta, kas ir līdzvērtīga tikai 1/10 no parastajām mašīnām.
② Atšķirība starp dinamisko un statisko berzi ir ļoti maza, un sekošanas veiktspēja ir lieliska, tas ir, laika intervāls starp braukšanas signālu un mehānisko darbību ir ārkārtīgi īss, kas veicina reakcijas ātruma un jutības uzlabošanos. ciparu vadības sistēma.
③ Tas ir piemērots ātrgaitas lineārai kustībai, un tā momentānais ātrums ir aptuveni 10 reizes lielāks nekā bīdāmo virzošo sliedēm.
④ Tas var realizēt kustību bez pārtraukumiem un uzlabot mehāniskās sistēmas kustības stingrību.
⑤ Profesionālu ražotāju ražots, tam ir augsta precizitāte, laba daudzpusība un vienkārša apkope.
5.Trīs asu lāzera pārbaude:
Katra Bosman iekārta ir kalibrēta ar RENISHAW uzņēmuma Apvienotajā Karalistē lāzera interferometru, lai precīzi pārbaudītu un kompensētu soļa kļūdu, pretsparu, pozicionēšanas precizitāti, atkārtotas pozicionēšanas precizitāti utt., Lai nodrošinātu ierīces dinamisko, statisko stabilitāti un apstrādes precizitāti. mašīna . Lodes stieņa pārbaude Katra iekārta izmanto Lielbritānijas RENISHAW uzņēmuma lodīšu stieni, lai kalibrētu patieso apļa precizitāti un mašīnas ģeometrisko precizitāti, kā arī vienlaikus veiktu riņķveida griešanas eksperimentus, lai nodrošinātu iekārtas 3D apstrādes precizitāti un apļveida precizitāti.


6. Mašīnas lietošanas vide:
6.1. Iekārtu lietošanas vides prasības
Konstanta apkārtējās vides temperatūras līmeņa uzturēšana ir būtisks precīzas apstrādes faktors.
(1) Pieejamās apkārtējās vides temperatūras prasības ir no -10°C līdz 35°C, ja apkārtējās vides temperatūra ir 20°C, mitrumam jābūt no 40% līdz 75%.
(2) Lai saglabātu iekārtas statisko precizitāti norādītajā diapazonā, optimālajai apkārtējās vides temperatūrai ir jābūt no 15°C līdz 25°C, un temperatūras starpība nedrīkst pārsniegt ±2°C/24h.
6.2. Barošanas spriegums: 3 fāzes, 380V, ±10% sprieguma svārstību robežās, barošanas frekvence: 50HZ.
6.3. Ja spriegums lietošanas zonā ir nestabils, Iekārtai jābūt aprīkotai ar stabilizētu barošanas avotu, lai nodrošinātu iekārtas normālu darbību.
6.4. Iekārtai jābūt ar uzticamu zemējumu: zemējuma vads ir vara vads, vada diametrs nedrīkst būt mazāks par 10 mm² un zemējuma pretestība ir mazāka par 4 omi.
6.5. Lai nodrošinātu normālu iekārtas darba veiktspēju, ja gaisa avota saspiestais gaiss nevar atbilst gaisa avota prasībām, pirms gaisa ieplūdes jāpievieno gaisa avota attīrīšanas ierīces komplekts (sausināšana, attaukošana, filtrēšana). no Mašīnas.
6.6. Sargājiet iekārtu no tiešiem saules stariem, vibrācijas un siltuma avotiem, augstfrekvences ģeneratoriem, elektriskajām metināšanas iekārtām utt., lai izvairītos no iekārtas ražošanas kļūmēm vai iekārtas precizitātes zuduma.
7.Tehniskie parametri:
| Modelis | 5020-5Z | |
| Maksimālais apstrādes sagataves izmērs | Garums × platums × augstums (mm) | 5000 × 2000 × 2500 |
| Portāla maksimālā padeve | Platums (mm) | 2300 |
| darba galda izmērs | Garums X Platums (mm) | 5000*2000 |
| Galda ceļojumi | Darbagalds pārvietojas uz priekšu un atpakaļ (mm) | 5000 |
| Dubultā cilindra pacelšana uz augšu un uz leju | Uz augšu un uz leju cilindra gājiens (mm) | 2500 |
| Horizontālā cilindra tipa urbšanas galviņa jaudas galva viens divi | Daudzums (2) | 2 |
| Horizontālā cilindra tipa urbšanas galviņa jaudas galva viens divi | Vārpstas konuss | BT50 |
| Vārpstas ātrums (r/min) | 30–5000 | |
| Servo vārpstas motora jauda (kw) | 37*2 | |
| Attālums starp divu vārpstu priekšgalu centriem (mm) | 1500-2500 mm | |
| Viena cilindra kreisais un labais gājiens (mm) | 500 | |
| Divkāršā cilindra kreisais un labais gājiens (mm) | 1000 | |
| Divvirzienu pozicionēšanas precizitāte | 300mm * 300mm | ±0,025 |
| Divvirzienu atkārtotas pozicionēšanas precizitāte | 300mm * 300mm | ±0,02 |
| Bruto svars (t) | (apmēram) 55 | Bruto svars (t) |






